Backfacing ist ein kalibrierter Plandrehprozess, der um ein Loch herum durchgeführt wird. Diese Bearbeitung wird durchgeführt
"im Schuss", d.h. die Werkzeugmaschinenspindel bewegt sich im Arbeitsschritt vom Werkstück weg. Die auf dem Werkstück erzeugte Oberfläche wird im Allgemeinen als Auflage für eine Unterlegscheibe verwendet, damit diese eine ebene Kontaktfläche hat. Die Orthogonalität der Lamelle zur Bohrung gewährleistet eine maximale Dichtigkeit der Schraube, die auf die Scheibe wirkt.
Nicht alle Senkbohrungen können mit der gleichen Strategie durchgeführt werden. Vielmehr muss das am besten geeignete Werkzeug unter Berücksichtigung des Verhältnisses zwischen dem Durchmesser des Lochs und seiner Länge ausgewählt werden.
Für Bohrungen, deren maximale Länge das Dreifache des Durchmessers (3xD) beträgt und deren Senkung weniger als das Doppelte des Bohrungsdurchmessers beträgt, wird der Exzenterhammer verwendet. Ist die Senkung hingegen mindestens doppelt so groß wie der Lochdurchmesser oder ist die Länge des Lochs größer als 3xD, werden die Gegenklingen mit auswechselbarer Klinge verwendet.
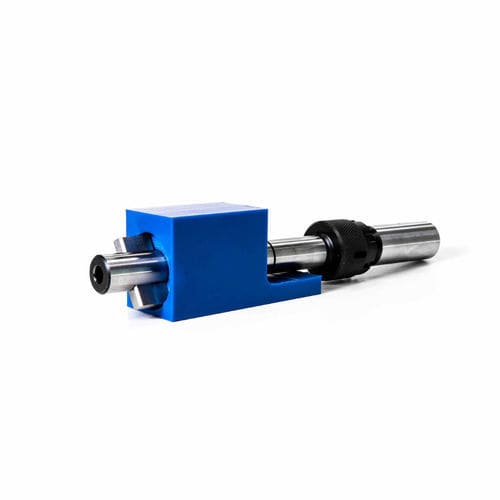
EXZENTER-SENKER
Mit diesem Werkzeugtyp kann man von vorne in eine Bohrung eindringen und auf der gegenüberliegenden Seite des Werkstücks eine Planbearbeitung mit kalibriertem Durchmesser durchführen. Das Werkzeug ist einschneidig und kann in massivem Hartmetall oder mechanisch befestigt sein.
Für die Verwendung der exzentrischen Hinterschneidmaschine wird der Einsatz einer numerisch gesteuerten Maschine empfohlen. Dadurch wird die Zentrierung der Bohrung vereinfacht.
Als vorbereitenden Schritt sollten Sie die Schneide auf Null ausrichten (Spindelorientierung = 0).
An diesem Punkt sollte das Werkzeug um das Maß nach links verschoben werden, das sich aus der folgenden Formel ergibt: Schneidendurchmesser minus Bohrungsdurchmesser geteilt durch zwei.
---